电路板外形加工,对于有严格公差要求的板时很重要的,它是确保正确的电气安装和机械安装的重要条件.
电路板外形加工可根据电路板的外形几何形状,加工数量、层数和材料的不同,选择不同的加工工艺进行加工,常用的方法有以下几种:
1:剪切加工
这种加工方法是在剪床进行的。剪切加工可用于下料,也可以对公差要求不高的板进行外形加工。用剪床加工电路板外形时,以边框线作为加工基准,剪切加工只能加工直线外形,异形部分可以采用冲床和铣床进行加工。对于品种多、数量少、对外形尺寸要求不高的电路板通常采用此种类型的加工工艺,它的缺点就是精度比较差,有时还需用砂纸来打磨到符合外形尺寸要求。
剪床加工又分为平刃剪床上的剪切和斜刃剪床上的剪切。
①平刃剪床上的剪切
平刃剪床有两把切刃,下刀固定在剪床的工作台上,上刀固定在剪床的滑块上。滑块在曲柄连杆机构的带动下,作上下运动。被剪切的板料放在工作台上,置于上下刀之间,由上剪刀的运动将板料分离。因为上下剪刀互相平行,故称之。这种类型剪床的特点是:上剪刀与被剪切的板料在整个宽度方向同时接触,板料的整个宽度同时被切断,因此需要的剪切力比较大。
平刃剪床适用于剪切宽度比较小而厚度较大的板料,这种剪床只能沿直线剪切材料。
②斜刃剪床上的剪切
斜刃剪床仿剪床的剪切原理与平刃剪床相同,只是上刀刃呈倾斜状态,与下刀刃成一个夹角。它与平刃剪床比较,剪切时,并非沿着板料的整个宽度方向进行剪切,而只是某个部分材料受剪,随着剪刃的下降,板料的两部分连续地沿宽度方向逐渐分离。因此在剪切过程中,所需要的力比较小,其值近似为一个常数。由于上剪刃的下降将分离的板料向下弯曲而变形,故被裁剪的板料有弯扭的现象。尤其是剪切覆铜箔纸基板材料时,容易产生横向裂纹,因此采用此种设备下料时,该种材料需要进行加热。
裁剪材料越厚,上下刀刃的间隙及倾斜角也就越大,反之,其间隙和倾斜角越小,剪床上应设有挡板和定位尺,以供调整剪切板材的尺寸。
③薄基板材料剪切
薄基材料的下料要特别注意,由于基板材料薄而又软,下料稍不注意就会产生撕裂现象。因此,需要专用薄基材料下料系统进行裁剪,以确保软薄材料的表面质量和尺寸要求。
2:冲床加工
应根据加工电路板材料厚度、外形尺寸,合理的设计冲头和凹模之间的间隙,可获得具有一定精度的外形尺寸几何尺寸,典型的外形下料模具结构,见图5-5所示。
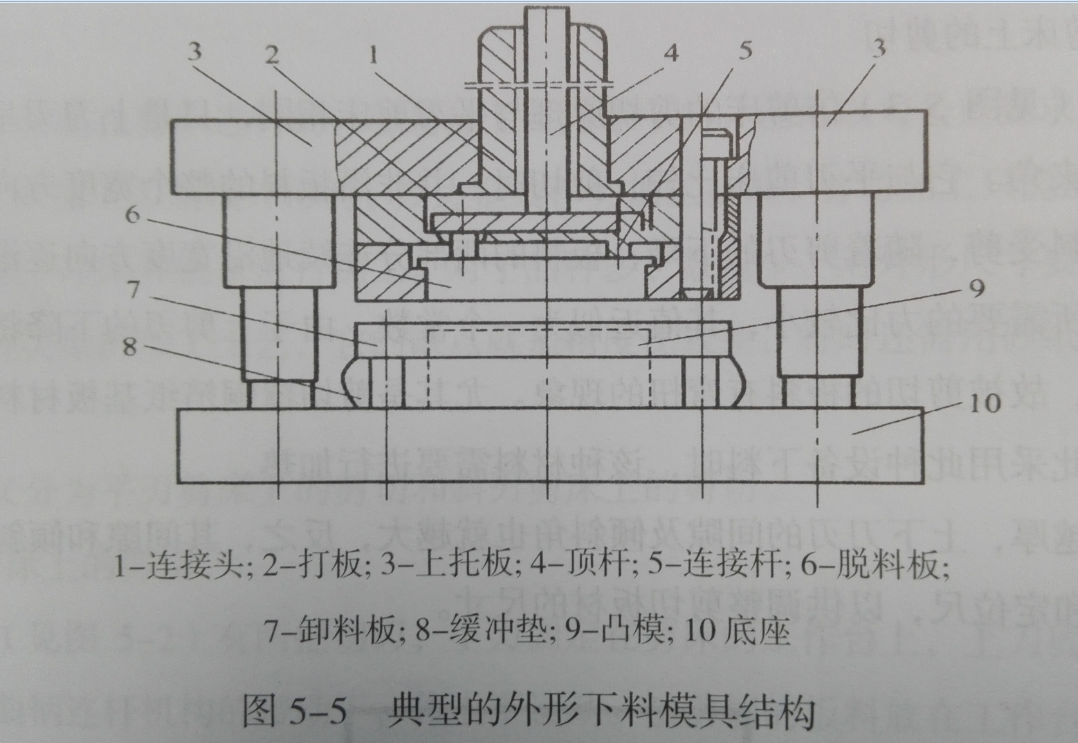
图5-5中的凸模装在底座上,凹模和上托板连在一起,顶杆通过打板的作用在脱落板上,把凸模顶进凹模的电路板顶出来。
如果采用一次冲孔落料模,可以采用复合模结构。冲压加工生产效率比较高,加工电路板一致性好,适合大批量生产。
3:铣床加工
这种加工方法比较灵活,适用于自动化生产。由于铣刀是圆柱型的饿,所以在设计电路板外形和异形孔时,必须允许转角处的过度圆弧要大于或等于小铣刀半径。数控铣床可以加工电路板的外形,加工精度高,可以加工各种形状、尺寸的板。数控铣适用于大批量生产,形状复杂,精度要求高的电路板铣削。数控铣床的工作台或转轴的移动是通过程序自动控制,操作者只需按外形尺寸编制程序和在数控台面装卸电路板就可以了。